
ABIS Ⅱ离线光学检测系统在生产中的应用
文/王思旭·北京奔驰汽车有限公司
在汽车领域,零件的生产效率与产品质量一直是限制冲压产能的重要因素。生产提速必然要缩短每个零件的检测时间,为了更好地保证并提升质量,必然需要增加人员数量和增强员工检查能力。同时,人工检测特有的疲劳感与差异化,导致很难实现统一的零件质量标准。因此,如何更精确快速地甄别出零件缺陷,一直是北京奔驰乃至整个汽车行业努力的方向。
ABIS Ⅱ光学检测系统介绍

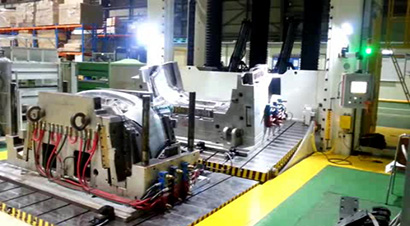
图1 光学检测整体布局
ABIS Ⅱ光学检测系统(图1)是目前已知精度最高、效率最快的用于检测零件表面质量的生产辅助系统之一。其原理(图2)是通过光学投影在零件表面形成光栅,利用相机采集有效检测区域,并通过ABIS Ⅱ系统对拍摄区域的条纹进行分析,结合条纹的形状变化和表面缺陷的特征识别出零件上的相关缺陷,最终将缺陷位置、大小及严重程度反映在光学检测报告中,如图3 所示。
北京奔驰于2016 年拥有了国内首台ABIS Ⅱ离线光学检测系统。此项技术的引进,为北京奔驰冲压工厂提供了新的机遇与挑战。ABIS Ⅱ离线光学检测系统的优势主要体现在以下4 点。
⑴检测速度快。约40s 可完成大部分零件表面检测,相较于人工检测,单件平均耗时5 分钟,效率明显提高。

图2 光学检测原理
⑵缺陷结果可量化。缺陷可按照等级划分,并量化显示,大大避免了人工判定缺陷的模糊性和差异性。
⑶操作简便。通过计算机操作,零件无需打磨,有效改善工作强度和工作环境。
⑷缺陷标准可编辑。在系统缺陷数据库基础上,可向ABIS 系统输入BBAC 表面缺陷评判标准,使其与BBAC 质量标准保持一致。
作为国内最早引进的系统,如何适应中国国情,充分发挥设备的优势,成为最为紧迫严峻的考验。北京奔驰冲压工厂经过长时间对系统的摸索与熟悉,结合编程优化周期及对缺陷的识别,制定出“三步走”战略方针,以实现更实际、更快速的生产应用。
“三步走”战略方针
第一步:探索应用模式,规划可行性方案
为实现设备序列化生产应用,不仅需要对光学检测系统与冲压生产模式有着全方位的了解,同时也需要站在操作者的角度考虑设备整体使用节拍,旨在系统全面的对设备应用进行合理高效的规划。
因此,为保证验证结果精确有效,第一步的应用操作需由工程师完成。制定配合生产使用的可行性方案,需考虑以下5 项因素的影响:⑴每种零件的生产节拍及每批次的生产数量;⑵测量每个零件所需的时间及运输难度;⑶目前可以进行在线检测的零件数量及零件大小;⑷仍需进行在线优化的零件数量;⑸需进行后续编程的零件数量、类型及编程计划。

图3 光学检测报告

图4 ABIS 光学检测系统检测流程
最终,通过对每个零件的实际测量,制定出适用于不同零件的测量频次。其不仅需满足测量要求,还需具备充分的可操作性。同时,根据实际零件检查的操作步骤,梳理出操作流程(图4),规范操作顺序及出现问题时的处理方式。
第二步:专人专项培训,技能专业化培养
为提升专业人才的技术水平,采用定点定向的方式对光检操作人员进行培训,以保证专项技能的分享与疑难问题的探讨推进。另外,在日常工作中,光检操作人员可以承担起主要的优化工作,同时遇到问题时可进行临时处理,以免工程师无法及时到达现场耽误生产使用。专项人才的培训分为三项内容,通过递进式培训,逐渐完成对光学检测的了解、熟悉到充分掌握。

图5 光检操作人员进行现场零件检测

图6 检查班人员现场标准作业指导书培训
⑴光学检测的原理及常见问题的处理。光检操作人员需掌握相关设备的原理,熟知硬件及软件中所用工具的功能。遇到一般设备或系统故障时,能够第一时间判断问题原因,并能够处理一些简单的问题。
⑵现场检测操作及报告分析。熟练掌握零件检测的操作步骤及要领,并能够指导其他人员进行简单的现场操作。对于光学检测报告,能够进行系统全面的分析,对于报告中显示的缺陷有区分和辨别能力。
⑶光学检测程序编程及优化。了解编程的每个步骤,学会发现编程中的操作问题。掌握编程及优化检测工具的设置,熟知每个编程位置的选择、工具的使用、打磨方向的调整等重要信息。能够对完成初步编程的零件进行在线优化,并指导生产使用。
第三步:检测操作普及,推广序列化使用
为实现离线光学检测使用的大众化及序列化,现场检查人员可以利用系统进行检测并识别出缺陷。因此对检查班人员进行全面操作培训,使设备的运行更为高效,更真实的服务于生产。
整体培训工作的开展方式为:⑴完善操作流程,制定光学检测操作和记录标准作业指导书;⑵梳理培训内容,制定详细的培训计划,划分每阶段培训任务;⑶现场指导培训,系统进行检查班双班人员培训并安排现场实操指导;⑷后期问题解答,除现场临时性问题处理外,安排定期问题讨论及解答。
结束语
通过ABIS Ⅱ离线光学检测系统“三步走”战略方针的应用实践,检查班人员已能够独立完成零件的检测及相关问题的记录。在各级领导的支持与推动下,目前北京奔驰冲压工厂已基本实现光检系统的系列化应用。这是中国ABIS Ⅱ离线光学检测首次投入生产使用的尝试,也是北京奔驰冲压工厂不断创新、走向卓越的重要里程碑。相信在今后的探索与完善中,ABIS Ⅱ离线光学检测系统能够在技术与应用方面得到更为精准和全面的提升。

质量工程师,主要从事北京奔驰ABIS Ⅱ光学检测系统编程优化及冲压质量体系建设工作,期间对光检区域进行创新性改造,并引进德国Daimler 先进编程及优化的经验,拥有1 项专利。





在汽车领域,零件的生产效率与产品质量一直是限制冲压产能的重要因素。生产提速必然要缩短每个零件的检测时间,为了更好地保证并提升质量,必然需要增加人员数量和增强员工检查能力。同时,人工检测特有的疲劳感与差异化,导致很难实现统一的零件质量标准。因此,如何更精确快速地甄别出零件缺陷,一直是北京奔驰乃至整个汽车行业努力的方向。