
高速冲压生产线后工序码垛技术研究及应用
文/蒋鑫强,刘亚,张涛·格力电器(珠海)有限公司
随着钣金冲压行业的发展,高速冲压线的使用已日趋广泛。由于节拍高且产品种类多、零件体积大等因素,后工序码垛基本通过人工码垛实现,制约了整体自动化水平的提升。同时员工劳动强度大、操作环境设备噪声大,成了典型“四高”岗位。针对此种情况,项目组结合实际生产,从零件结构分析入手,率先对顶盖类零件进行突破,解决了无法自动码垛的难题。本文以空调器顶盖为例,介绍了高速冲压生产线后工序码垛技术的研究及应用。
传统方案的瓶颈
高速冲压生产线特点
⑴大吨位的压力机满足多品种、大体积零件生产,零件覆盖率高。
⑵高速的生产节拍,将冲压效率提升至16 ~20次/分钟。
自动化码垛开展难点
⑴采用直坐标式机械手配合工装定位台的组合(图1),由于机械手结构及程序缺陷,随零件码垛高度变化后程序不能随更、取料范围及高度不能自适应多种顶盖尺寸切换,节拍仅能满足普通冲压线,无法在20 次/分钟的节拍下实现码垛。

图1 机械手码垛
⑵采用机器人配合送料皮带线以及工装定位台的组合(图2),由于原料油量过多而出现与吸盘滑动的问题,无法准确摆放,码垛从15 层左右开始出现倾斜,对机器人码垛有直接影响,若要满足高速生产线的码垛,需配置多台机器人,在有限的空间难以开展。
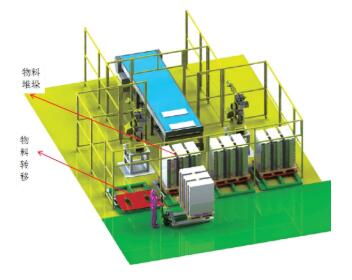
图2 机器人码垛
项目方案研究与解析
方案总述
随着现代信息技术的飞速发展,信息技术已经逐渐被广泛应用到各个领域,在素质教育不断深化的背景下,信息化教学已经成为教学发展的必然趋势,极大地突破了以往传统课堂教学模式的束缚,有效增加了课堂教学的容量,信息化教学资源不仅为小学课堂教学注入了新的生机与活力,有效激发了学生的学习兴趣,还充分提升了小学的教学质量和教学效率。
难点突破
⑴机器人码垛节拍与线体节拍一致不能降速问题。
解决方案:通过叠放集料装置,采用多件叠放、一次抓取放料方式。
创新自动滑道叠加技术(图3),零件经过前端可调导向的输送线抵达滑道位置,利用零件自重自动收集工件并堆叠,解决了快速节拍下无法直接码垛的难题,成功将快节拍转化为慢节拍作业。
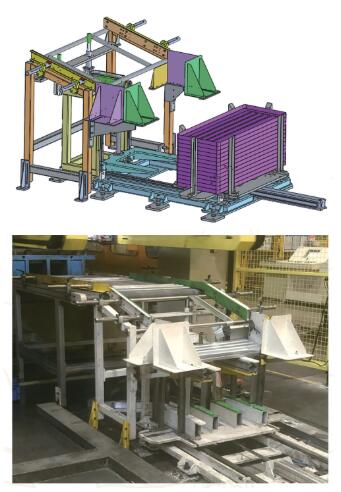
图3 滑道机构设计及应用
⑵机器人码垛需要多类尺寸规格零件通用,必须考虑夹具通用性问题。
解决方案:采用伺服夹紧,自适应零件外形尺寸,无需人工调整,实现机器人在线即时抓取。
由于高速冲压线节拍可达20 次/分钟,常规机构无法实现快速码垛,通过滑道以及自重叠放实现码垛,再通过机器人自适应夹具一次取整料码放到工装箱,解决冲压与码垛节拍平衡问题,取代人工码垛,通过定制工装满足多款顶盖装笼要求,实现工装标准化及线体通用化。
工作原理和流程
码垛方案设计及现场方案实施见图5。
⑴高速生产线尾通过输送线将零件输出,输送线自带可调导向机构,适用多种类的零件输送。

图4 夹紧机构设计与应用
⑵零件沿导向机构输送,并滑入对应的集料装置,落到提升机托架上,每一次物料通过,提升机下降相应零件的设定高度。
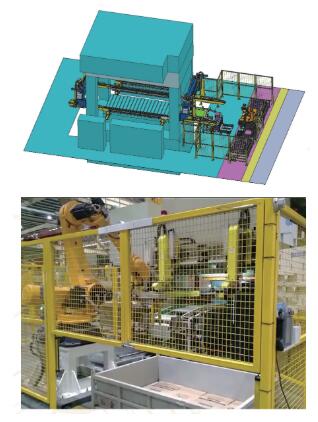
图5 码垛方案设计及现场方案实施
⑶待托架集到一定数量(16 ~24 件)的零件后,推入工装平台上,移动平台上气缸工作,推送到机器人抓料位置。
⑷机器人接收到信号后,抓取工装平台上物料,放入空工装托盘上。
⑸当单侧工装托盘上完成一垛料码垛后,机器人开始另一侧码垛。
结束语
目前,行业后工序码垛较为普遍,但是高速冲压生产线后工序码垛由于实施难度大,困难点多,始终难以突破。项目组通过自身不断探索与试验,逐步完成此套成熟机构。项目中独到的节拍转化技术以及垛型和抓取尺寸自适应技术集聚了各组员的智慧结晶,为客户创造了良好的作业环境与工作体验,推动了行业的智能制造进程,推广性强,为行业树立了标杆,对行业同仁具有借鉴意义。

蒋鑫强
自动化主管,主要从事自动化项目开发,负责的高速生产线后工序码垛技术研究及应用与柜机后板组件铆接工艺研究及实施项目获公司工艺革新二等奖、优秀奖与减员增效、质量提升奖。







随着钣金冲压行业的发展,高速冲压线的使用已日趋广泛。由于节拍高且产品种类多、零件体积大等因素,后工序码垛基本通过人工码垛实现,制约了整体自动化水平的提升。同时员工劳动强度大、操作环境设备噪声大,成了典型“四高”岗位。针对此种情况,项目组结合实际生产,从零件结构分析入手,率先对顶盖类零件进行突破,解决了无法自动码垛的难题。本文以空调器顶盖为例,介绍了高速冲压生产线后工序码垛技术的研究及应用。